题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[单选题]
()是工艺人员为了满足工艺要求而选用的基准,也是操作人员用以确定工件加工表面位置依据。
A.装配基准
B.测量基准
C.定位基准
D.工序基准
 答案
答案
查看答案
 请输入或粘贴题目内容
搜题
请输入或粘贴题目内容
搜题
 拍照、语音搜题,请扫码下载APP
题目内容
(请给出正确答案)
拍照、语音搜题,请扫码下载APP
题目内容
(请给出正确答案)
A.装配基准
B.测量基准
C.定位基准
D.工序基准
答案
 更多“ ()是工艺人员为了满足工艺要求而选用的基准,也是操作人员用以确定工件加工表面位置依据。”相关的问题
更多“ ()是工艺人员为了满足工艺要求而选用的基准,也是操作人员用以确定工件加工表面位置依据。”相关的问题
第3题
A.各施工项目(工序)之间客观上存在的工艺顺序必须遵守
B.采用的施工方法、工程机械必须与施工顺序协调一致
C.满足施工质量和施工安全的基本要求
D.应考虑工艺间隔和季节性施工的要求
E.土基工程的施工顺序
第6题
A.具有60~75V的空载起弧电压
B.具有陡降的外特性
C.工作电流稳定且可调
D.短路电流被限制在两倍额定电流以内
E.断流能力强
第8题
A.满足工艺要求合理而严密的布局
B.各独立设备之间的位置精度
C.单台设备重现设备的制造精度
D.整台设备运行中的运行精度
E.最终形成生产能力与设计能力的准确度
第9题
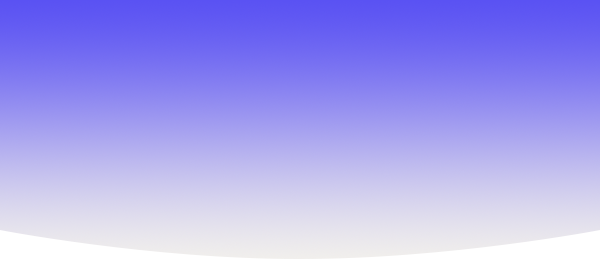
生产裸铜线和塑包线的工艺如图4所示:
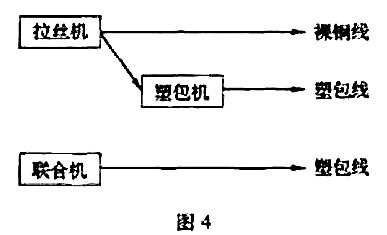
某厂现有I型拉丝机和塑包机各一台,生产两种规格的操钢线和相应的两种顯包线,没有拉丝塑包联合机(简称联合机).由于市场需求扩大和现有塑包机设备陈旧,计划新增I型拉丝机或联合机(由于场地限制,每种设备最多1台)或改造塑包机,每种设备选用方案及相关数据如表5:
已知市场对两种规格裸铜线的需求分别为3000km和2000km,对两种规格塑包线的需求分别为10000km和8000km.按照规定,新购及改进设备按每年5锚提取折旧费,老设备不提:每台机器每年最多只能工作8000h.为了满足需求,确定使总费用最小的设备选用方案和生产计划。